Inhaltsverzeichnis
Beachten Sie bitte auch weitere interessante Titel zu diesem Thema
Narziss, L.
Die Bierbrauerei Band 1: Die Technologie der Malzbereitung
8. Auflage
2010
ISBN: 978-3-527-32532-8
Set: ISBN 978-3-527-31776-9 (2 Bände)
Narziss, L.
Abriss der Brauerei
7. Auflage
2004
ISBN: 978-3-527-31035-5
Eßlinger, H. M. (ed.)
Handbook of Brewing
Processes, Technology, Markets
2009
ISBN: 978-3-527-31674-8
Ziegler, H. (ed.)
Flavourings
Production, Composition, Applications, Regulations
2007
ISBN: 978-3-527-31406-5
Schuchmann, H. P., Schuchmann, H.
Lebensmittelverfahrentechnik
Rohstoffe, Prozesse, Produkte
2005
ISBN: 978-3-527-31230-6
Autoren
Prof. Dr. Ludwig Narziß
Liebigstr. 28 a
85354 Freising
Prof. Dr. Werner Back
Technologie der Brauerei I
der TU München-Weihenstephan
Weihenstephaner Steig 20
85354 Freising
Dipl.-Braumeister Felix Burberg
Dr. Martina Gastl
Dr. Klaus Hartmann
Dr. Mathias Keßler
Dr. Stefan Kreisz
PD Dr. Martin Krottenthaler
Dr. Elmar Spieleder
Dipl.-Ing. (FH) Martin Zarnkow
Coverbild
Das Hintergrundfoto auf dem Coverbild wurde zur Verfügung gestellt mit freundlicher Genehmigung der Badischen Staatsbrauerei Rothaus. Die Zeichnung im Vordergrund zeigt eine Whirlpoolpfanne der 1980er Jahre; das Hintergrundfoto ein modernes Sudwerk für 12 Sude à 8,5 t Schüttung pro Tag. Modernste Technik im traditionellen Gewand.
Lehrstuhl für Brau- und Getränketechnologie der TU-München-Weihenstephan
8., überarbeitete und ergänzte Auflage 2009
Alle Bücher von Wiley-VCH werden sorgfältig erarbeitet. Dennoch übernehmen Autoren, Herausgeber und Verlag in keinem Fall, einschließlich des vorliegenden Werkes, für die Richtigkeit von Angaben, Hinweisen und Ratschlägen sowie für eventuelle Druckfehler irgendeine Haftung
Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über abrufbar.
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Alle Rechte, insbesondere die der Übersetzung in andere Sprachen, vorbehalten. Kein Teil dieses Buches darf ohne schriftliche Genehmigung des Verlages in irgendeiner Form – durch Photokopie, Mikroverfilmung oder irgendein anderes Verfahren – reproduziert oder in eine von Maschinen, insbesondere von Datenverarbeitungsmaschinen, verwendbare Sprache übertragen oder übersetzt werden. Die Wiedergabe von Warenbezeichnungen, Handelsnamen oder sonstigen Kennzeichen in diesem Buch berechtigt nicht zu der Annahme, dass diese von jedermann frei benutzt werden dürfen. Vielmehr kann es sich auch dann um eingetragene Warenzeichen oder sonstige gesetzlich geschützte Kennzeichen handeln, wenn sie nicht eigens als solche markiert sind.
Print ISBN 9783527325337
Epdf ISBN 978-3-527-62864-3
Epub ISBN 978-3-527-65988-3
Mobi ISBN 978-3-527-65987-6
Vorwort zur 6. Auflage
Es ist 17 Jahre her, seit das Manuskript der 5. umgearbeiteten Auflage des Bandes Technologie der Würzebereitung von Prof. Dr. K. Schuster vollendet wurde. Eine Neubearbeitung des ursprünglich von Professor Leberle als „Technologie der Brauerei“ (also Würzebereitung, Gärung, Lagerung und Abfüllung) begründeten Buches war nach dieser langen Zeitspanne erforderlich. Diese verzögerte sich, weil die Ergebnisse einer Reihe von Neuentwicklungen, gerade auf dem Gebiet des Würzekochens, aber auch einige relevante Dissertationen abgewartet werden sollten, um den Stand der Technologie 1983/84 wiedergeben zu können.
Das Kapitel Rohstoffe knüpft an das Buch „Technologie der Malzbereitung“ an, vor allem auch im Hinblick auf die Bewertung der Malzqualität. Den anderen stärkehaltigen Rohstoffen wird ebenfalls mehr Raum gewidmet als früher. Der Hopfen findet nicht nur eingehende Besprechung nach seinen Inhaltsstoffen und den heute gängigen, zum Teil neuen Hopfenprodukten, sondern auch nach den Gesichtspunkten der Züchtung und des Anbaus. Hierüber will der Brauer Bescheid wissen.
Die biochemischen Vorgänge beim Maischen werden nach den einzelnen Stoffgruppen und hier wiederum nach den möglichen Beeinflussungsfaktoren systematisch behandelt. Bei den Themen „Schroten“, „Abläutern“ und „Würzebehandlung“ sind viele eigene Versuche eingebracht worden, ebenso bei den durch die Energieverteuerung ausgelösten Systemen des Würzekochens.
Dies ist auch der Grund, warum zahlreiche Literaturzitate auf Arbeiten des Instituts hinweisen. Es soll dies auf keinen Fall eine Überbewertung der eigenen Untersuchungen bedeuten.
Das Buch soll dem Studierenden eine über den Vorlesungsstoff hinausgehende Grundlage an die Hand geben; es soll dem im Betrieb Stehenden einen Überblick über den Stand der wissenschaftlichen Erkenntnisse und der heutigen technisch-technologischen Entwicklung vermitteln. Hierbei wurde naturgemäß die Darstellung herkömmlicher, in der Praxis bewährter Verfahren nicht geschmälert, so dass das Buch einen gegenüber früher größeren Umfang hat.
Ich danke meinen Mitarbeitern, allen voran Frau Akademischer Direktorin Dr. E. Reicheneder und Herrn Oberingenieur Dr.-Ing. habil H. Miedaner für wertvolle Ratschläge und Beiträge sowie den Herren Dipl.-Ing. R. Michel und M. Esslinger für die Bearbeitung verfahrenstechnischer Fragen.
Auch bei diesem Band stammen zahlreiche Bildbeiträge von der Zulieferindustrie. Ebenso haben die „Brauwelt“ und die „Monatsschrift für Brauerei“ in zuvorkommender Weise Bilder aus zahlreichen Veröffentlichungen beigesteuert, ebenso ausländische Autoren Skizzen und Tabellen. Auch hierfür sei herzlich Dank gesagt.
Dem Verlag danke ich für die gute Zusammenarbeit und für die tadellose Ausstattung des Buches. Alle damit befassten Herren waren mir eine große Hilfe.
Die im Buch gebrachten Einheiten sind nur z.T. Si-Einheiten und dann zusammen mit den in der Brauindustrie bisher üblichen angegeben. Ich bin mir klar darüber, dass auch bei einer weiteren Auflage ein nochmaliger Übergang auf dem diesmal beschrittenen Weg notwendig werden wird, bis dann endgültig auf die neuen Bezeichnungen umgestellt werden kann.
Ludwig Narziß
Vorwort zur 7. Auflage
Nachdem die 6. Auflage innerhalb eines Zeitraumes von 7 Jahren vergriffen ist, wurde ein „Vorziehen“ der Auflage erforderlich. Dabei wurden die wichtigsten Neuerungen in den verschiedenen Bereichen berücksichtigt und im „Nachtrag“ aufgeführt. Die einzelnen Punkte sind sowohl im Inhalts- als auch im Stichwortverzeichnis erwähnt, so dass ein Auffinden derselben leicht möglich sein dürfte.
Ich bitte hierfür um Verständnis, doch hätte ein völliger Neudruck eine ungleich längere Bearbeitungszeit erfordert. So hoffe ich, trotz dieses Kompromisses, um eine günstige Aufnahme dieser Auflage durch die Fachwelt.
Weihenstephan, im Juli 1992
Ludwig Narziß
Vorwort zur 8. Auflage
Nach 24 bzw. 17 Jahren bedurfte das Buch „Technologie der Würzebereitung“ einer Ergänzung, in etlichen Kapiteln einer Neubearbeitung, um den neusten Stand von Biochemie und Technologie des Brauens darzustellen.
Wiederum sind in die einzelnen Kapitel Ergebnisse eigener Forschungen und Versuche eingegangen, ohne dabei auf die früheren grundlegenden Erkenntnisse zu verzichten. Dies äußert sich auch im Literaturverzeichnis.
Neu ist die Erweiterung des Kapitels „Malz“ auf andere Malze als aus Gerste oder Weizen, um dem breiten Interesse nach „neuen“ (obergärigen) Bieren zu dienen. Das Kapitel „Ersatzstoffe des Malzes“ wird über die bisher geschilderten Arten Mais, Reis und Rohgerste hinaus erweitert. Weiterhin werden die Verarbeitung hoher und höchster Rohfruchtanteile sowie die hierfür erforderlichen industriellen Enzyme behandelt, um weltweiten Trends der Bierproduktion zu entsprechen (Dipl.-Ing Martin Zarnkow). Ferner wird das Thema „Brauerei-Analytik – Probennahmen – Behandlung und Versendung“ aus gegebenen Anlässen aufgenommen (Dipl.-Braumeister Felix Burberg).
Wir danken den Mitarbeitern an diesem Buch, die zum Teil noch am Lehrstuhl für Brau- und Getränketechnologie, zum Teil aber schon in der Industrie tätig sind, für ihr großes Engagement: Dr. Martina Gastl, Dr. Klaus Hartmann, Dr. Mathias Kessler, Dr. Stefan Kreisz, Privatdozent Dr. Martin Krottenthaler, Dr. Elmar Spieleder sowie den beiden oben genannten Herren.
Für tatkräftige Unterstützung von „außerhalb“ danken wir besonders Herrn Dr. Stefan Schildbach (Fa. Euwa Gärtringen), für die profunde Hilfe bei den Themen „Umkehrosmose“ und „Ultrafiltration“, ebenso Frau Dr. Christina Schönberger (Barth-&Haas-Group) für wertvolle Unterlagen über Hopfenextrakte und „Downstream-Produkte“, Herrn Dr. Klaus Kammhuber (LFL, Institut für Hopfenforschung Hüll) für die eigens erstellten großen Übersichtstabellen, den Herren Dr. Martin Biendl, Dr. Dietmar Kaltner (Hopsteiner) sowie Dr. Ralf Mezger (NATECO2) für viele Informationen sowie Herrn Dipl.-Ing. Hans-Peter Schropp für energiewirtschaftliche Daten. Die Herren Dr. Oliver Franz, Dr. Markus Herrmann und Dr. Florian Kühbeck stellten Material aus ihren Dissertationen in dankenswerter Weise zur Verfügung. Drei Brauereien lieferten uns Messwerte und Betriebsergebnisse von ihren neuen Sudwerken: Dafür bedan ken wir uns bei den Technologen und Technikern der Augustiner Bräu München, der Badischen Staatsbrauerei Rothaus und der Kulmbacher Brauerei.
Darüber hinaus danken wir der Industrie für die Bereitstellung von Bildmaterial zur Ergänzung bzw. Erneuerung des vorhandenen, so Alfa-Laval, Bühler Braunschweig, Eumann Gärtringen, Huppmann AG Kitzingen, Krones AG (Werk Steinecker Freising), Künzel Kulmbach, Meura Tournai, Nerb Freising, Schulz Bamberg, Sudhaus-Technik GmbH Essen und Ziemann Ludwigsburg.
Dem Verlag Wiley-VCH danken wir für die gute und konstruktive Zusammenarbeit.
Wir hoffen, dass das Buch eine ähnlich gute Aufnahme finden möge wie die vorhergehenden Auflagen.
Freising-Weihenstephan, im Mai 2009
Ludwig Narziß und Werner Back
Malz ist Getreide, das durch technologische Maßnahmen zum Keimen gebracht und anschließend einem Trocknungs- und Darrprozess unterworfen wird.
Der Zweck der technologisch gesteuerten Keimung für die Bierbereitung ist:
Beide Erscheinungen hängen zwangsläufig zusammen. Mit fortschreitender Enzymbildung wird auch die Enzymwirkung auf die einzelnen Stoffgruppen stärker und weitgehender. Diese Vorgänge werden von den vier Faktoren der Keimung beeinflusst: Keimgutfeuchte, Temperatur, Luftzusammensetzung und Zeit (s. Bd. I).
Die Enzymwirkung während der Keimung äußert sich einmal durch den Abbau der Zellwände in einer zunehmenden Zerreiblichkeit (Mürbigkeit) des Mehlkörpers, zum anderen durch den Abbau von hochmolekularen Stoffgruppen.
Die Produkte dieses Abbaus dienen entweder dem Aufbau neuer Zellen in Blatt- und Wurzelkeim oder der Atmung zur Gewinnung der hierfür erforderlichen Energie sowie einer Anreicherung von löslichen Substanzen im Mehlkörper. Das durch die Keimung erhaltene Produkt heißt Grünmalz; das getrocknete und gedarrte Gut Darrmalz.
Je nach Art des vermälzten Getreides ist zu unterscheiden in Gersten- und Weizenmalz sowie Malzen aus anderen Getreidearten, die in letzter Zeit gerade für die Herstellung von Spezialbieren oder Getränken mit besonderen diätetischen Eigenschaften Verwendung finden.
Diese können, je nach der Führung der Keimung, vor allem aber des Schwelk- und Darrprozesses als helle, dunkle oder mittel farbige Malze zum Einsatz kommen. Zur Verstärkung gewünschter Charaktereigenschaften des Bieres finden auch bestimmte Spezialmalze Verwendung.
Es wird bevorzugt aus hochwertiger zweizeiliger Sommerbraugerste hergestellt, die voll keimfähig sein und die nach Eiweißgehalt, Vollbauchigkeit und Spelzenfeinheit gewissen Ansprüchen entsprechen muss. Wintergersten vermögen durch erfolgreiche Züchtungsergebnisse sehr gute Malzqualitäten zu liefern [1, 2]. Durch die Witterungsbedingungen während der Vegetationsperiode können allerdings die Analysendaten Schwankungen unterworfen sein. Dies ist jedoch in zunehmendem Maße auch bei Sommergersten der Fall, wie die Erntejahre 2003–2007 zeigen [3].
Helles Malz stammt aus einem gleichmäßig gewachsenen, gut gelösten Grünmalz, das unter raschem Wasserentzug getrocknet und bei Temperaturen zwischen 80° und 85 °C gedarrt wird. Der Mehlkörper dieses, durch den Darr-Prozess nur verhältnismäßig wenig veränderten Malzes ist weiß und mürb. Die Farbe der Kongresswürze ist je nach dem Verwendungszweck für hellste Pilsener oder goldgelbe Lager- bzw. Exportbiere in jeweils genau festgelegten Bereichen. Um bei guter Ausdarrung besonders helle Malze zu erzeugen, müssen die oben genannten Voraussetzungen erfüllt sein; kräftiger gefärbte Malze vertragen auch etwas höhere Eiweißgehalte – eine Trennung, die gerade in Jahren ungünstigerer Witterung unbedingt getätigt werden sollte ().
Dunkles Malz wird mit Vorteil aus etwas eiweißreicheren Gersten hergestellt und unter voller Ausnutzung der Keimungsfaktoren weitgehend gelöst. Durch langsameren Wasserentzug bei höheren Temperaturen laufen die Abbauvorgänge beim Schwelken eine bestimmte Zeit weiter; die gebildeten niedermolekularen Abbauprodukte wie Zucker und Aminosäuren reagieren dann beim Darren, bei 100–105 °C, zu färbenden und aromatischen Substanzen, den Melanoidinen. Ein Teil der reichlich vorhandenen Enzyme wird inaktiviert, wie auch ein Teil des hochmolekularen Eiweißes koaguliert. Der Mehlkörper des Korns ist gelb oder leicht braun gefärbt. Mittelfarbige, sog. „Wiener Malze“ haben Eigenschaften die sich zwischen diesen beiden Typen bewegen. Ihre Farbe (5–8 EBC) und ihr Aroma sind im Wesentlichen durch die Höhe und Dauer der Ausdarrung bestimmt (90–95 °C).
Die in aufgeführten Analysendaten typischer Malze mit der heute üblicherweise verlangten guten und gleichmäßigen Auflösung stellen naturgemäß nur Mittelwerte dar. Sie sind abhängig von Gerstensorte, Jahrgang, Anbauort, Eiweißgehalt, Mälzungsweise und Ausdarrung (s. Bd. I).
Von der Seite der analytischen Beurteilung haben sich einige Änderungen ergeben: Die Mehlschrotdifferenz diente bisher zur Beurteilung der cytolytischen Lösung des Malzes. Aufgrund der schlechten Wiederholbarkeit und Vergleichbarkeit ist sie in den Analysenvorschriften von MEBAK und EBC gestrichen worden. Die Cytolyse eines Malzes kann durch die in aufgeführten Analysen aussagekräftiger beschrieben werden.
Ebenso ist die Vz 45 °C nach mehrjährigen Untersuchungen in ihrer Aussagekraft umstritten. Sie sagt wenig über die Proteolyse und die Mürbigkeit des Mehlkörpers aus; es ergibt sich weder zur Verarbeitungsfähigkeit des Malzes noch zu den späteren Eigenschaften des Bieres ein gesicherter Hinweis (s. auch Bd. I). Sie hat im Gegenteil die Zulassung von sehr guten, neuen Sorten erschwert, wenn nicht sogar in einigen Fällen verhindert [4]. An ihrer Stelle könnte die Verkleisterungstemperatur der Malzstärke herangezogen werden, die jahrgangs- (witterungsbedingt) Schwankungen unterliegen kann, die die Verzuckerung der Maische und den Endvergärungsgrad der Würze deutlich beeinflussen können (s. Abschnitt 3.1.1.2) [4].
Analytische Merkmale typischer Braumalze
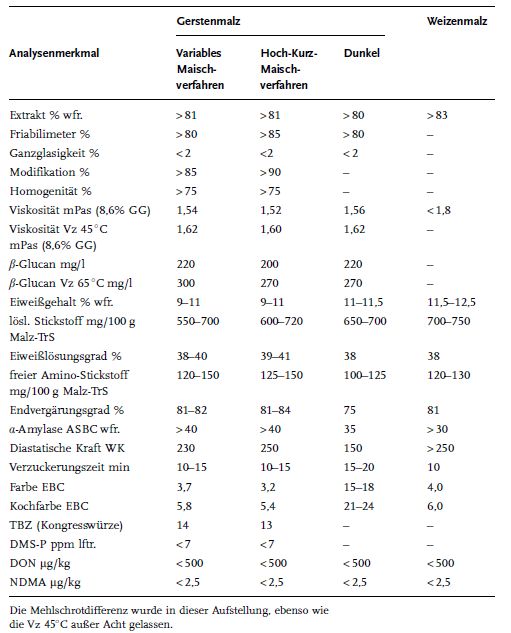
Um einen reibungslosen Ablauf des Brauprozesses zu gewährleisten sollen die hellen Malze den in genannten Ansprüchen entsprechen. Malze aus ungenügend keimfähigen oder ungleich keimenden Gersten sowie aus „Kompromiss“-, Futter- oder Wintergersten lassen die notwendige Auflösung der Zellwände des Mehlkörpers vermissen, die Eiweißlösung kann zu niedrig ausfallen und der Stärkeabbau zögernd und nicht ergiebig genug verlaufen. Diese Mängel machen eine Verlängerung der Maische- oder Läuterzeiten erforderlich, bei älteren Pfannen eine intensivere und damit energieaufwändigere Würzekochung, sie verlängern die Gär- und Reifungszeiten, wie auch die Filterleistung (s. Bd. I) geringer sein wird [5–8].
Bei modernen Sudwerken dürfte der Restgehalt an koagulierbarem Stickstoff eine weitaus geringere Rolle spielen, da ohnedies Maßnahmen ergriffen werden müssen, um seine zu weitgehende Ausscheidung zu verhindern (s. Abschnitt 5.4).
Eine um 1% niedrigere Sudhausausbeute ruft an reinen Rohstoffkosten bei einem Malzpreis von 300 €/t 3,50 €/t, bei 25% Rohfrucht von 2,60 € Mehrkosten hervor. Bei schlechter Malzauflösung, wie sie durch eine höhere Viskosität (um 0,1 mPas) gegeben sein kann, treten durch schlechteres Aufschließen des Mehlkörpers und schlechteres Auswaschen des Treberkuchens zusätzliche Ausbeuteverluste von 0,5% (oder mehr) ein, entsprechend 1,70 bzw. 1,30 €/t Malz. Ähnliche Verluste von 0,5–1% zieht ein schlechterer Trubabsatz im Whirlpool nach sich, doch wird der Trub häufig wieder zu einem geeigneten Zeitpunkt beim Abläutern zugegeben.
Ein niedriger Endvergärungsgrad des Malzes, sei es durch eine höhere Verkleisterungstemperatur der Stärke oder durch eine niedrigere α-Amylase-Aktivität kann eine zusätzliche oder eine verlängerte Rast bei 62–66 °C oder zur Erzielung der Jodnormalität bei 70–72 °C erfordern. Liegt der Anteil des FAN am löslichen Stickstoff des Malzes statt bei 21 nur bei 19%, also um 2% niedriger, so kann eine längere Eiweißrast oder generell eine niedrigere Einmaischtemperatur notwendig sein. Auch eine um 0,1 mPas höhere Viskosität lässt, um einen weitergehenden β-Glucan-Abbau zu erzielen, eine Rast im Bereich von 45–50 °C geraten erscheinen. Es führen also diese Mängel zu einer Verlängerung des Maischverfahrens um ca. 20 Minuten. Damit könnten dann z. B. statt 12 Sude pro Tag nur mehr 10 gemaischt werden. In diese Spanne wurde dann auch eine Verlängerung der Läuterzeit eingehen, so dass der Verlust an Kapazität nur einmal zu Buch schlägt. Bei Rohfruchtsuden sind dies 1,50 €/t Malz, bei reinen Malzsuden 1,10 €/t.
Die Gär- und Reifungsdauer wird vom Eiweißlösungsgrad und vom Anteil des FAN am löslichen Stickstoff beeinflusst. Bei einem um ca. 10% zu niedrigen FAN kann die meist als eine Einheit gesehene Gär- und Reifungsphase z. B. statt 7 Tage um einen Tag, d. h. um 14% mehr betragen. Dieses Defizit lässt sich nicht nachhaltig durch höhere Gär- und Reifungstemperaturen aussteuern, ohne dass Veränderungen im Spektrum der Gärungsnebenprodukte eintreten. Diese Verlängerung kann mit 9 €/t Malz zu Buch schlagen. Ganz besonders kritisch sind die Filter-Leistungen, die bei einer um 0,1 bzw. 0,15 mPas höheren Viskosität eine Verringerung der üblichen Filterkapazität auf 53 bzw. 36% erfahren können, was bis zu 10 €/t an Kieselgur-/Wasser- und Abwasserkosten ausmacht. Dabei stellt sich die Frage der Lieferfähigkeit der Brauerei. Weiterhin erfordert ein um 0,7% höherer Eiweißgehalt um 30–50 g/hl mehr Kieselgel, entsprechend im Durchschnitt um 2,50 €/t Malz. Bei Betrieben, die mit (regenerierbarem) PVPP stabilisieren, fallen Stabilisierungskosten weniger stark ins Gewicht, wenn nicht zusätzlich unterstützend Kieselgel (nach dem Alkohol-Kältetest) eingesetzt werden muss. Diese Beispiele, die in Klein- und Großversuchen sowie anhand von Betriebsaufzeichnungen ermittelt wurden, zeigen, dass bei Brauereien, die 100% Malz verarbeiten, schlechteres Malz aus „Kompromiss“- oder „Misch“-Gersten Mehrkosten von bis zu 27,50 €/t Malz oder 0,5 €/hl Bier bewirken kann. Es dürften also gute Malze um diesen Betrag teurer sein, um kalkulatorisch gleiche Werte zu erzielen. Leider sind die qualitativen Vorteile eines Bieres nicht in ähnlicher Weise zu ermessen [9], (s. auch Bd. I).
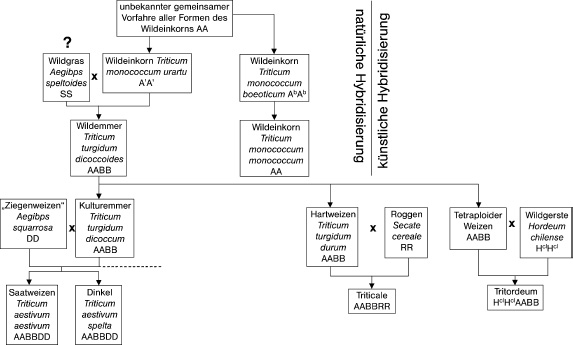
Heutzutage wird davon ausgegangen, dass die Evolution der Weizenarten kein kontinuierlicher und gerichteter Prozess war, sondern dass sie an verschiedenen Orten, zu unterschiedlichen Zeiten auf ähnliche Art und Weise (spontane Kreuzungen, Mutationen) stattgefunden hat. Die Kultivierung begann in der Jungsteinzeit. Im Verlaufe des etwa 10000jährigen Anpassungsprozesses – der Domestikation – hat der Mensch aus den vielfältigen Wildformen durch Auslese unsere Kulturpflanzen entwickelt. In sind die Zusammenhänge mit den künstlichen Hybriden aufgeführt.
Der Schüttungsanteil für Weizenbiere beträgt 50% und darüber; es findet aber auch für Kölsch und Altbier in Mengen bis zu 20% Verwendung [11, 12]. Die neuerdings in Bayern gebrauten dunklen Weizenbiere enthalten verschiedentlich auch dunkles Weizenmalz [13].
Die Herstellung des Weizenmalzes erfolgt aus Weizen, die nach Möglichkeit einen Eiweißgehalt von unter 12,5% aufweisen sollen. Nachdem ein eigener Brauweizenanbau nicht besteht, werden jene Weizen verwendet, die für Mahlweizen infolge zu niedrigen Eiweißgehalts bzw. Kleberanteils nicht in Frage kommen [14, 15]. Dennoch ist der Eiweißgehalt oftmals zu hoch, was sich in niedrigeren Extraktwerten äußert.
Weizenmalz wird in ähnlicher Weise gemälzt wie das Gerstenmalz; es genügen in der Regel etwas niedrigere Keimgutfeuchten um die gewünschte Auflösung zu erreichen. Das Schwelken wird beim hellen Malz noch vorsichtiger geführt; die Abdarrtemperatur liegt bei 75–80°C. Die Entwässerung bereitet infolge des knappen Wurzelkeims und des dicht liegenden Gutes etwas Schwierigkeiten (s. Bd. I). Durch die Entfernung des Blattkeims fallen die Eiweißlösungsgrade niedriger aus als bei Gerstenmalz ().
Die Abstammung von Weizen [10]
Dunkles Weizenmalz wird nach denselben Prinzipien hergestellt wie der entsprechende Gerstenmalztyp.
Der Dinkel (Triticum aestivum ssp. spelta Thell. = Triticum spelta L.) ist als hexaploider Spelzweizen der nächste Verwandte zu unserem Saatweizen () [16]. Unterschiede zum Weizen bestehen beim Anbau darin, dass Dinkel anspruchsloser, standfester und wetterhärter ist und zudem noch in Höhenlagen wächst, in denen der Weizen nicht mehr gedeihen kann. Ursprünglich stammt der Dinkel aus Asien, wo er schon vor über 3000 Jahren kultiviert worden ist. Im Mittelalter wurde er in weiten Teilen der Schweiz, in Tirol, Baden-Württemberg und Mittelfranken angebaut, wobei er in den deutschsprachigen Anbaugebieten den Beinamen „Schwabenkorn“ bekam.
Dinkelmalz ist durchaus vergleichbar mit Weizenmalz. Vermälzt werden jedoch nur behutsam entspelzte Körner. Günstige Mälzungsbedingen wurden mit 7 Tagen Vegetationszeit bei nur 13 °C und 47% Keimgutfeuchte ermittelt. Daraus resultiert ein Malz, das erwartungsgemäß hohen Extrakt, günstige Enzymausstattung, niedrige Verkleisterungstemperatur, aber immer noch höhere Viskositäten in der Kongresswürze aufweist. Interessanterweise steigt diese auch noch deutlich an, wenn sie aus der isothermen 65 °C-Würze gemessen wird. Obwohl Pentosane und nicht β-Glucan die viskositätsbestimmenden Substanzen beim Dinkel sind und 65 °C vorrangig als Wirkungstemperatur für die β-Glucansolubilase gilt. Entsprechend der höheren Viskosität und der fehlenden Spelzen sollten Anteile bis zu 70% zur Schüttung nicht überschritten werden. Die weitere Würzebehandlung erfolgt wie beim Weizen, wobei Biere aus Dinkelmalz angenehme, charaktervolle obergärige Biere ergeben [17], die auch eine Tendenz zu einer stabilen Dauertrübung haben [18].
Als Röstmalz ist Dinkel für die Farb- und Aromagebung nicht so farbintensiv (450–650 EBC) wie die sonst gebräuchlichen Röstmalze oder Röstmalzbiere. Durch das Entspelzen des Korns vor der Röstung entsteht ein milder Geschmackseindruck im Bier. Die Zugabe (max. 5%) sollte beim Abmaischen erfolgen, um jede weitere thermische Belastung zu vermeiden.
Einkorn (Triticum monococcum L.) ist eine zierliche Getreideart mit nur einem Korn beiderseits der Ährenspindel. Dieses diploide Spelzgetreide ist ein Verwandter des Saatweizens und Emmers und gehört somit in die Gattung Triticum. Die ältesten Funde von Einkorn stammen aus dem präkeramischen Neolithikum aus Nordsyrien [19]. Einkorn wurde neben Emmer als eine der Getreidearten der Ackerbaukultur in Mitteleuropa (Bandkeramik) nach und nach im Jungneolithikum von Gerste und Nacktweizen verdrängt. Diese Verdrängung hielt bis in die heutige Zeit an, wobei es sich eine Nische erhalten hat, z. B. in Südwest-Deutschland und der benachbarten Schweiz [20].
Für die Vermälzbarkeit ist der agronomische Hinweis wichtig, dass nur die Vesen (also das nicht entspelzte Dreschgut) gesät werden, weil der Embryo beim Entspelzen zu leicht verletzt wird. Trotzdem wurden alle Versuche mit vorsichtig entspelztem Einkorn durchgeführt. Auch Einkorn ist dem Weizen in seinem Mälzungsverhalten sehr ähnlich und kommt mit etwas weniger Keimgutfeuchte aus als Gerste. Hierbei ist auffällig, dass die Eiweißlösung sowie der freie Aminostickstoff unterdurchschnittlich sind, trotz ausreichender Ausstattung mit Rohprotein. Der Endvergärungsgrad fällt im Vergleich zum Extrakt sehr niedrig aus, was auch die etwas schwächerere amylolytische Enzymausstattung vermuten lässt. Diese Mängel können etwas mit höherer Keimungstemperatur bei isothermer Führung korrigiert werden. Aus solchem Einkornmalz wurden Würzen mit normaler Zusammensetzung hergestellt. Die Biere zeigten eine ausgezeichnete Schaumstabilität und eine auffallend angenehme Rezenz [17].
Älteste Funde von Emmer (Triticum dicoccum Schübl.) kommen aus dem Vorderen Orient um etwa 8000 v. Chr. Sein allmählicher Rückgang in Europa setzte schon im Laufe der Bronzezeit ein. Emmer hat sich noch bis in die Zeit vor 50 Jahren in Südwestdeutschland gehalten, wobei er heute wieder stärker nachgefragt wird [21]. Emmer ist eine tetraploide Spelzweizenart mit schlanken, aber dichten Ähren. Unterschieden werden verschiedene Landsorten nach ihrer unterschiedlichen Färbung (weiß, rot und schwarz). Auch hier werden die Vesen gesät. Die Keimenergie nach Schönfeld zeigte jedoch auch mit dem entspelzten Gut durchaus befriedigende Werte, so dass auch der Emmer nur entspelzt vermälzt wird.
Die Vermälzung von Emmer erfolgt nach standardisierter Weiche bei 19 °C Weich- und Keimguttemperatur, 47% Keimgutfeuchte während 7 Tagen Vegetation. Emmermalz zeichnet sich durch sehr hohen Extrakt aus, zügige Verzuckerungszeiten, jedoch schwache Endvergärungsgrade, die auf die schwächere amylolytische Enzymausstattung zurückzuführen sind. Die proteinischen Merkmale bewegen sich im üblichen Rahmen. Die Würze- und Bierbereitung zeigte einen normalen Verlauf. In der sensorischen Beurteilung wurde die leicht säuerliche, spritzige Note dieses angenehmen obergärigen Biertyps gelobt [17].
Die tetraploiden Weizen der Emmer-Reihe (z. B. Hartweizen Triticum durum L., Rauweizen T. turgidum L. und Kamut vermutlich T. t. ssp. polonicum (L.) Thell. oder ssp. turanicum (Jakubz.) A. Löve und D. Löve) besitzen schon 14 Chromosomenpaare und ein alloploides Genom, was sie als Hybriden ausweist. Von den Kulturarten bleiben nur beim Emmer die reifen Körner bespelzt. Die Übrigen hingegen sind Nacktweizen. Weizenfunde sind vereinzelt in Ausgrabungen von steinzeitlichen Schichten im Vorderen Orient und Mittelasien gemacht worden, wobei nicht vollständig geklärt ist, ob sie T. durum oder T. aestivum zuzuordnen sind. Die heutigen Anbaugebiete umfassen das gesamte Mittelmeergebiet über den Vorderen Orient und Mittelasien bis nach Indien sowie die Vereinigten Staaten [22].
In den Versuchsreihen wurde der ursprünglich aus dem unteren Nilgebiet stammende tetraploide Nacktweizen Kamut verwendet. Kamut besitzt bemerkenswert lange Körner, die in der Mälzung eine ungleichmäßige Lösung zeigen. Dies ist aber eine Eigenschaft, die alle Hartweizen aufzeigen, indem sie verlangsamt Wasser aufnehmen, obwohl sie unbespelzt sind. Infolgedessen war der Extraktwert der „Hartweizenmalze“ niedrig, ebenso die Kolbachzahl, die Farbe und der α-Amino-Stickstoff. Die Vermälzung erfolgte nach standardisierter Weiche bei 13 °C Weich- und Keimguttemperatur, 47% Keimgutfeuchte während 7 Tagen Vegetation. Die Diastatische Kraft war ungewöhnlich hoch. Die Biere hatten einen eigenen obergärigen Charakter [17, 23].
Triticale (xTriticosecale Wittmack) ist eine neue Getreideart, die im Verlauf der letzten hundert Jahre entwickelt wurde. Es handelt sich um einen Gattungsbastard aus tetra- bzw. hexaploiden Weizen als weiblichen und diploiden Roggen als männlichen Kreuzungspartner. Da die Kreuzungsnachkommen hochgradig steril sind, müssen die Chromosomensätze der Pflänzchen durch Behandlung mit Colchizin, dem Alkaloid der Herbstzeitlosen, künstlich verdoppelt werden, um fertile Pflanzen zu erhalten. Triticale verbindet die Ertragsfähigkeit und Kornqualität des Weizens mit der Winterhärte, Anspruchslosigkeit und Krankheitsresistenz des Roggens. In den gemäßigten Zonen werden fast ausschließlich Winterformen, in den Tropen und Subtropen Sommerformen angebaut. Die wichtigsten Anbauländer sind Polen, Frankreich, Staaten der ehemaligen UDSSR, Australien, Portugal, USA, Brasilien und Deutschland [24].
Die Mälzungseigenschaften von Triticale, das hauptsächlich als Futtergetreide verwendet wird, wurden schon von verschiedenen Arbeitsgruppen erforscht [25, 26]. So beschrieben Creydt et al. [26] die Sorten und Technologien sowie spezielle Merkmale, wie den Pentosangehalt, der sich bezüglich der Viskosität ungünstig auswirkt. Eigene Versuche ergaben ähnlich Resultate wie beim Roggen. Das spelzlose Getreide nahm sehr schnell Wasser auf und begann früh zu spitzen. Die Keimungsparameter mit 5 Tagen Vegetationsdauer, 45% Weichgrad und 15 °C Weich- und Keimtemperatur ergaben die günstigsten Triticalemalze. Die grundsätzlich erhöhte, pentosanbedingte Viskosität, das mit wichtigste Kennzeichen der Triticale, zeigte eine starke Keimtemperaturabhängigkeit und ein der Gerste gegensätzliches Verhalten, d. h. eine Zähigkeitszunahme mit steigender Kornlösung. Die meisten anderen Merkmale verhielten sich jedoch tendenziell wie bei der Weizen- bzw. Gerstenvermälzung. Das Malz hat, wie Roggen, eine hohe Farbe [27]. Wie beim Roggenmalz führt auch das Triticalemalz zu einer anhaltenden Trübung im fertigen Bier [18]. Die Biere wurden als deutlich obergärig, aber mit eigenständigem Aroma beschrieben [17].
Roggen (Secale cereale L.) ist eine sehr anspruchslose Getreideart der nördlichen Hemisphäre und kulturhistorisch gesehen eine junge Körnerfrucht. Roggen war in Deutschland fast tausend Jahre ununterbrochen das am häufigsten angebaute Getreide, bevor er im letzten Jahrhundert zuerst vom Weizen und dann von der Gerste verdrängt wurde. Die ältesten Roggenfunde, jedoch noch nicht kultiviert, stammen wiederum vom fruchtbaren Halbmond aus steinzeitlichen Siedlungen in Nordsyrien und der Türkei (etwa 6600 v. Chr.) [28].
Roggen als spelzloses Getreide nimmt Wasser während der ersten Weiche sehr schnell auf und beginnt schon vor der zweiten Nassweiche zu keimen. Eine steigende Mälzung erzielte bei verschiedenen Versuchen gute Ergebnisse, wobei die Temperatur von 13 °C auf 19°C angehoben wurde, bei gleichzeitiger Absenkung der Keimgutfeuchte von 43 auf 40% [29]. Auffälligste Eigenschaft von Roggenmalz ist die enorm hohe Viskosität, die auf den hohen Gehalt an Pentosanen zurückzuführen ist. Über höhere Darrtemperaturen (95 °C) kann jedoch die Viskosität der Roggenwürzen kleiner gehalten werden [30]. Während des Maischprozesses ist ein Sauerstoffeintrag unbedingt zu vermeiden, da sonst die Viskosität so stark zunimmt, dass zumindest eine Läuterung unmöglich wird [30]. Möglicherweise ist dies auf eine Vernetzung von Proteinmolekülen durch Disulfidbrücken zurückzuführen. Zusätzlich ist die Schüttung von Roggenmalz durch die fehlenden Spelzen begrenzt, wobei über 50% in Deutschland verpflichtend sind, um das Bier als Roggenbier auszuloben. Abgesehen davon ist es ohne exogene Enzyme extrem schwierig, ein Roggenbier glanzfein zu filtrieren. Einher geht auch die typische dunkle Farbe, die sich bis in das fertige Produkt durchzieht. Hierdurch ist der Biertyp vorgegeben, wobei aber durchaus ein ansprechendes, naturtrübes, dunkles obergäriges Spezialbier entstehen kann [17].
Inzwischen sind auch Roggenröstmalze auf dem Markt erhältlich, die mit etwas erhöhten Farben (500–800 EBC) ähnlich eingesetzt werden wie Dinkel- und Gerstenröstmalze.
Hafer (Avena sativa L.) entstand wahrscheinlich aus der Wildform A. fatua [31]. Erste Funde in Mitteleuropa lassen sich auf die Bronzezeit zurückdatieren. Die Pflanze gehört zu den sekundären Kulturpflanzen, da sie zuerst als Unkraut in den primären Kulturpflanzen auftauchte [32]. Während Hafer im Mittelalter noch eine der wichtigsten Cerealien darstellte, steht er heute nur noch an sechster Stelle der Weltgetreideproduktion. Hafer unterscheidet sich als Rispengetreide bereits phänotypisch von den anderen Hauptgetreidearten. In Gebieten, in denen ein feuchtes, nicht zu warmes Klima mit früher Möglichkeit zur Feldbestellung und nicht zu frühen Herbstfrösten herrscht, ist ein Anbau möglich [31].
Im Mittelalter fand Hafer vielfach bei der Malz- und Bierbereitung Verwendung [33]. Später galt Hafer als minderwertig und wurde nur noch für billigere Biere eingesetzt [34].
Das schlanke Haferkorn nimmt während des Weichens und der Keimung sehr schnell Wasser auf [35], so dass eine kurze Weiche und anschließendes Aufspritzen im Keimkasten genügt, um den gewünschten Weichgrad zu erreichen [36]. Die Haufenführung ist ähnlich wie bei Gerste, jedoch ist das Keimgut wegen der üppigen Spelzen lockerer.
Hafer ist bekannt für seine hohen Protein-, Fett- und β-Glucangehalte [37]. Die Malze sind daher für die Bierherstellung nur bedingt geeignet. Spezielle Hafersorten mit geringen β-Glucangehalten, z. B. Duffy, stellen aber durchaus einen guten Rohstoff dar [38]. Weiterhin hat Hafer ein geringeres enzymatisches Potenzial als Gerste.
Würzen aus 100% Hafermalz sind vergleichbar mit Gerstenmalzwürzen. Durch den hohen Spelzengehalt muss aufgrund der hohen Verdrängung der Schüttungsanteil verringert werden. Vorteilhaft ist aber dadurch eine äußerst schnelle Abläuterung, so dass Anteile an Hafermalz, bezüglich der Spelzenanteile, durchaus als Läuterhilfe eingesetzt werden können [18]. Die Würzen unterschieden sich hauptsächlich durch erhöhte Gehalte an Zink (bis 0,6 mg/l), β-Glucan und Tryptophan [39, 40]. Die Biere weisen einen hafertypischen Geschmack auf und zeigen ein gutes Reduktionsvermögen.
Biere mit einem hohen Haferanteil neigen zu ausgeprägten stabilen Trübungen. Es ist daher nicht ohne Weiteres möglich, ein glanzfeines Haferbier herzustellen. Andererseits ist die Verwendung von Hafermalz zur Verbesserung der Trübungsstabilität trüber obergäriger Biere auch innerhalb des Reinheitsgebotes denkbar [18].
Sie dienen dazu einzelne Charaktereigenschaften des Bieres stärker zu betonen als diese durch den jeweiligen Malztyp selbst dargestellt werden können. Es handelt sich dabei um Malze die die Farbe korrigieren wie z. B. Röstmalz, dunkles Karamellmalz, Brühmalz, die den Geschmack vollmundiger gestalten wie z. B. Karamellmalze, die den Schaum verbessern sollen wie z. B. Spitz- und Kurzmalze sowie um Typen, die das pH der Maische beeinflussen können wie die Sauermalze. Es verdient jedoch Berücksichtigung, dass diese Spezialmalze meist einen breiteren Wirkungsbereich haben, so beeinflussen Karamellmalze auch das pH und in geringfügiger, jedoch positiver Weise den Schaum und die Stabilität. Diese Möglichkeiten sollen jedoch bei den einzelnen Malzen erwähnt werden.
Es dient der Farbkorrektur bei den verschiedensten Biertypen. Als Gerstenröstmalz wird es zur Erteilung der typischen Farbe des Münchener Bieres eingesetzt.
Weizenröstmalz kann zur Färbung von obergärigen Bieren (Altbier, dunkle Weizenbiere) Verwendung finden.
Grundlage der Röstmalzherstellung ist gut gelöstes, helles Darrmalz, das befeuchtet und in einem Röstapparat auf 60–80°C und schließlich auf 180–220°C erhitzt wird, wo es bis zur Erzielung der gewünschten Farbe einer Rast von 30–40 Minuten ausgesetzt bleibt. Hierbei bilden sich nicht nur Melanoidine, was auch in einem starken Anstieg von heterocyclischen Substanzen zum Ausdruck kommt (s. Abschnitt 5.6.3), sondern auch eine Fülle von brenzlig bitteren Röstprodukten. Der Wassergehalt fällt auf 1–2%, Eiweißkörper erfahren z.T. eine Koagulation, z. T. eine Zersetzung zu mehr niedermolekularen Verbindungen. Fette werden teilweise angegriffen und Fettsäuren freigesetzt. Die Stärke wird durch die hohen Temperaturen zu Dextrinen depolymerisiert, Hemicellulosen gehen in das teilweise flüchtige Furfural über. Die Enzyme werden vernichtet (s. Bd. I).
Der Röstvorgang bewirkt auch eine Veränderung der physiologischen und diätetischen Eigenschaften des Malzes. Es entstehen vegetabilische Röstprodukte, die wie z. B. als Histamine oder Histobasen eine physiologisch einwandfrei feststellbare Wirkung auf Magen und Darm ausüben können [41]. Darüber hinaus besitzen die wasserlöslichen Röststoffe kolloide Eigenschaften, wodurch sie als Schutzkolloide die Stabilität dunkler Biere zu heben vermögen [42]. Es ist bemerkenswert, dass manche der Eigenschaften des dunklen Bieres – z. B. die oben genannten physiologischen Wirkungen – mehr der Röstmalzkomponente zuzuschreiben sind als dem eigentlichen dunklen Malz.
Um den z.T. unangenehmen Brenz- oder Bittergeschmack des Röstmalzes zu verringern, werden diese wasserflüchtigen Substanzen durch Einwirkung von Vakuum oder durch Zugabe von Wasser gegen Ende des Röstprozesses ausgetrieben [43].
Die Verluste beim Röstmalzbrennen sind hoch. Aus diesem Grund liegt der Extraktgehalt bei nur 70%, die Menge des löslichen Stickstoffs liegt um 120–150 mg/100 g TrS niedriger als bei vergleichbaren Darrmalzen. Das Hektolitergewicht bewegt sich um 45 kg. Der pH fällt durch die große Menge an Röstprodukten auf 5,0–5,1. Die Färbekraft ist die wichtigste Eigenschaft des Röstmalzes. Sie liegt je nach der Variation der Prozessschritte zwischen 800 und 1600 EBC-Einheiten, wobei im Handel jeweils drei Farbstufen verfügbar sind: 800–900 EBC, 1000–1300 EBC und 1300–1600 EBC.
Geschältes Röstmalz: Hier wird dem Darrmalz vor dem Röstvorgang mittels einer Gerstenschälmaschine ein Großteil der Spelze sowie der Samenschale entfernt. Bei etwa gleicher Farbeinteilung soll eine geringere Röstbittere im Bier erzielt werden.
Der Mehlkörper des Röstmalzes soll einen gleichmäßig mürben, kaffeebraunen Schnitt zeigen, der matt, nicht aber glänzend sein darf. Die Spelzen dagegen zeigen bei geeigneter Brenntechnik einen gewissen Glanz. Aufgetriebene, geplatzte oder miteinander verklebte Körner deuten auf Fehler beim Brennen hin. Der Geschmack der Röstmalzmaische oder eines Röstmalzauszuges soll rein, kaffeeartig, nicht aber brenzlig-bitter sein.
Die Gefahr eines brenzligen Geschmacks im fertigen Bier lässt die Frage zu, ob es nicht günstiger sei eine größere Menge (1,5%) eines etwas helleren Röstmalzes von ca. 1000 EBC-Einheiten anstelle von 1% mit 1500 EBC-Einheiten zu verwenden. Unter der Voraussetzung einwandfreier Herstellung beider Malze hat sich jedoch die kleinere Röstmalzmenge als geschmacksneutraler erwiesen.
Weizenröstmalz hat, da die Spelzen fehlen, einen weicheren, weit weniger brenzlig bitteren Geschmack als das Gerstenröstmalz. Seine Farbe ist in zwei Kategorien verfügbar: zwischen 800–900 EBC sowie zwischen 1300 und 1500 EBC. Der Extraktgehalt liegt etwas höher als bei Gerstenröstmalz, zwischen 72 und 74% wfr.
Nacktgersten könnten sich gut zur Röstmalzgewinnung eignen.
Die Aufbewahrung des Röstmalzes erbringt wohl eine gewisse Abmilderung des Geschmacks, sie muss aber einen stärkeren Wasseranzug (z. B. über 6–7%) vermeiden. Eine eigene kleine Silozelle, die in kontrollierten Abständen entleert und gereinigt wird oder in kleinen Betrieben ein dichtschließender Holzkasten können diesen Anforderungen entsprechen. Die Einführung von Jutesäcken mit Kunststoffeinlage erbrachte ebenfalls eine Verbesserung der Lagerfähigkeit.
Die Menge der Röstmalzgabe hängt ab von der Farbentiefe des verwendeten Braumalzes und vom gewünschten Farbton des Bieres. Bei dunkleren Bieren werden 0,8–1,5% im Interesse des Biergeschmacks nicht überschritten. Zu große Röstmalzgaben machen sich geschmacklich – meist ungünstig – bemerkbar. Aus diesem Grunde soll die Farbentiefe für dunkles Bier zu ca. 50% durch das dunkle Malz abgedeckt sein. Sollte dies nicht ausreichen, so kann dunkles Karamellmalz oder Brühmalz von Nutzen sein (s. Bd. I). Bei den Dünnbieren der Kriegs- und Nachkriegsjahre wurde eine Röstmalzmenge von 8–10% gegeben.
Es können wohl helle oder nicht genügend dunkle Biere mit Röstmalz „künstlich“ so gefärbt werden, dass sie das Aussehen dunkler Biere erhalten. Sie lassen aber die Vollmundigkeit und das typische Aroma dunkler Biere vermissen, abgesehen davon, dass sie einen mehr oder weniger starken Röstmalzgeschmack aufweisen. Dieser äußert sich in gleicher Weise störend im Antrunk und in der Bittere der Biere; oftmals leidet auch durch den Röstmalzcharakter deren Vollmundigkeit. Zur Farbkorrektur heller Biere, z. B. um die Bierfarbe von 8 auf 11 EBC-Einheiten zu erhöhen ist es günstiger 0,5 bis 0,7% dunkles Karamellmalz mit zu verarbeiten.
Soll ein Markenbier in verschiedenen Ländern (u. U. Kontinenten) hergestellt werden, dann ist eine Farbkorrektur mit Röstmalz oft besser zu definieren als mit Karamell- oder dunklen Malzen.
Etwas andere Gesichtspunkte gelten bei den sog. „Schwarzbieren“, die bewusst eine „Röstmalz-Note“, verbunden mit einer höheren Bitterstoffgabe des Bieres aufweisen sollen. Hier, wie auch bei tiefdunklen „Portern“ kann die Röstmalzgabe bis zu 3% betragen. Der Anteil des dunklen Malzes ist wesentlich geringer – wenn überhaupt – als bei den dunklen „bayrischen“ Bieren.
Die Zugabe des Röstmalzes kann auf verschiedene Art erfolgen: Häufig wird das Röstmalz mit dem Darrmalz geschrotet, was zweckmäßig bei der ersten Hälfte der Schüttung geschieht, um eine Verschleppung von Röstmalz in den nächsten Sud zu vermeiden. In diesem Falle macht das Röstmalz den gesamten Maischprozess mit, was sich bei höheren Röstmalzgaben als 1% geschmacklich bemerkbar machen kann. Bei automatisierten Sudwerken bleibt jedoch meist keine andere Wahl.
Weit verbreitet war die Handhabung, das Röstmalz für sich in einen eigenen kleinen Rumpf zu schroten und die Zugabe nach dem Ziehen der letzten Kochmaische in den Maischbottich oder aber heim Abmaischen zu tätigen.
Röstmalzauszüge bringen eine weitere Verbesserung: Das geschrotete Röstmalz wird bei 50 °C mit der 4- bis 5fachen Menge Wasser eingemaischt und der nach entsprechender Klärung vorliegende „Auszug“ in ein eigenes Gefäß gegeben. Dieser Auszug wird beim Abläutern der Vorderwürze in die Würzepfanne gegeben, der Röstmalzrückstand kommt nach Ablauf der Vorderwürze auf die Treber.
Es hat sich heutzutage als günstig erwiesen, das Röstmalz mit der übrigen Schüttung zu schroten und gewisse Farbdifferenzen durch Einsatz von Röstmalzbier am Ende des Würzekochens, beim Anstellen im Gärkeller oder bei der Filtration des fertigen Bieres auszugleichen.
Hier soll das Röstmalzbier besprochen werden: Es muss dem Reinheitsgebot entsprechen und darf folglich nur aus Malz, Wasser, Hopfen und Hefe hergestellt werden. Unvergorene Röstmalzbiere sind also verboten. Ebenso unzulässig ist die Verwendung von Röstmalzbieren, denen Zucker oder zuckerhaltige Färbemittel zugesetzt wurden.
Die Herstellung des Röstmalzbieres erfolgt gewöhnlich aus einer Schüttung von 60% hellem Darr- und 40% Röstmalz unter Anwendung eines Infusionsmaischverfahrens. Bei der Verzuckerungstemperatur, die meist etwa eine Stunde lang eingehalten wird, erfolgt verschiedentlich eine Aktivkohlegabe von 5–10% der Schüttung, die den Zweck hat, den brenzbitteren Geschmack des Röstmalzbieres zu verringern. Nach dem Aufheizen auf 75 °C wird abgemaischt und abgeläutert; die Würze wird unter Zugabe von 2,5–3 kg Hopfen pro 100 kg Malzschüttung intensiv gekocht und bis auf einen Extraktgehalt von 16–20% eingedampft. Unter Anwendung von Vakuum kann die Würze weiter eingeengt werden, z. B. auf 30–35% Extrakt.
Nach der Abkühlung erfolgt die Zugabe der Hefe (2–3 l/hl); die anschließende Gärung verläuft bei 10–15 °C bis keine merkliche Extraktabnahme mehr gegeben ist. Das Bier bleibt einige Wochen in gekühlten Lagertanks und wird in Fässer oder Flaschen abgefüllt.
Die Färbekraft des Röstmalzbieres ist seine wichtigste Eigenschaft; sie beträgt je nach dem Stammwürzegehalt (z. B. 32%) bis ca. 8000 EBC-Einheiten (). Die Glanzfeinheit, die bei geringen Dosagen, z. B. zum Nachfärben von mittelfarbigen Bieren eine Rolle spielt wird bei etwa fünffacher Verdünnung ermittelt [44].
Der Zusatz des Röstmalzbieres kann zur Pfannenwürze kurz vor dem Ausschlagen erfolgen.
Hier sind aber Farbkorrekturen um mehr als 20% geschmacklich bedenklich. Besser ist es, das Röstmalzbier – vor allem bei größeren Gaben (Dünnbiere!) – nach Ermittlung der Farbe der Ausschlagwürze und sorgfältiger Berechnung beim Anstellen im Gärkeller zuzugeben. Bei Nährbieren und Malzgetränken wird das Röstmalzbier während der Filtration oder im Drucktank dosiert. Die Zugabe von Röstmalzbier zu filtriertem hellen oder dunklen Bier kann u. U. zu einer Trübung führen, die durch die Ausfällung von hochmolekularen Dextrinen (α-Glucanen) des Röstmalzbieres sowie durch den Alkoholgehalt des zu färbenden Gebräus bedingt ist. Sehr günstig ist eine Kombination von Röstmalz und Röstmalzbier bei dunklen Bieren (Münchener, Kulmbacher). Wird helles Bier mit Röstmalzbier in dunkles umgefärbt, dann muss auf dem Flaschenetikett vermerkt werden: „aus hellem Malz hergestellt“. Dies ist auch gut so, weil durch diese „dunklen“ Biere bekannte Biertypen, wie z. B. das vorerwähnte Münchener oder das Kulmbacher dunkle Bier in Misskredit gebracht werden.
Karamellmalze werden in unterschiedlichen Farbentiefen hergestellt. Sie dienen wohl auch einer gewissen Farbkorrektur, sie sollen aber vornehmlich eine erhöhte Vollmundigkeit und einen mehr oder weniger betonten malzigen Charakter erbringen. Unter „Karamell“ sind dunkelgefärbte Substanzen zu verstehen, die durch starkes Erhitzen von Zuckerarten in Gegenwart von Eiweiß gebildet werden.
Der hierfür erforderliche Wassergehalt wird durch eine Weiche des Darrmalzes erreicht; bei 60–75 °C erfolgt im Röstapparat ein kräftiger Abbau der Korninhaltssubstanzen, eine Verkleisterung, Verflüssigung und Verzuckerung der Stärke, deren Abbauprodukte mit ebenfalls gebildeten Aminosäuren und Zuckern bei 150–180°C zunächst Melanoidine, dann aber Karamellsubstanzen erzeugen. Die Dauer des Einhaltens dieser Temperaturen richtet sich nach der gewünschten Farbe des Malzes. Es treten wiederum Koagulationen von Eiweiß und anderen hochmolekularen Substanzen ein, die Enzyme werden denaturiert. Nach dem Abkühlen zeigt das Karamellmalz einen dunkel glänzenden Kornschnitt, doch füllt diese Masse das Kornvolumen nicht mehr voll aus. Ihr Geschmack ist süßlich, malzig, mehr oder weniger röstaromatisch, manchmal honigartig.
Die Verluste sind bei der Karamellmalzherstellung verhältnismäßig gering. Der Extraktgehalt liegt bei hellem Karamellmalz bei 77–78%, bei dunklem um ca. 1% niedriger. Die Menge an löslichem Stickstoff fällt gegenüber vergleichbaren Darrmalzen um 100–70 mg pro 100 g TrS, der pH fällt vom hellen zum dunklen Karamellmalz von 5,5 auf 5,3, die Farbe steigt von ca. 25 auf 130 EBC-Einheiten.
Für Pilsener Biere ist selbst das helle Karamellmalz noch zu kräftig. Es wird daher geweichtes Darrmalz nur bei 60–80 °C verflüssigt bzw. verzuckert und bei Temperaturen von 50–65 °C auf der Darre getrocknet. Derartige Malze haben noch 78–79,5% Extraktausbeute, die Farbe beträgt 4–5 EBC-Einheiten, der Geschmack ist voll, süßlich aber neutral.
Die Zugabe des Karamellmalzes erfolgt mit der übrigen Malzschüttung. Auch hier empfiehlt es sich, das Spezialmalz zu Beginn zu schroten.
Die Höhe der Karamellmalzzugabe ist abhängig vom Biertyp und von den angestrebten Veränderungen [45]: